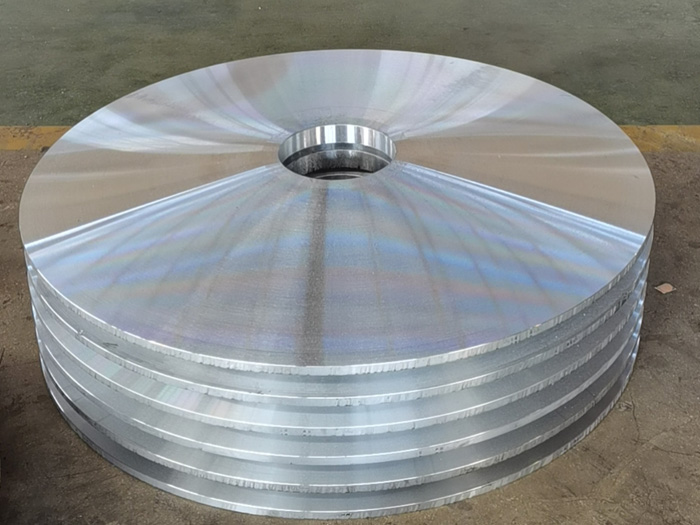
翻砂鋁鑄件是采用砂型鑄造工藝生產(chǎn)的鋁合金件,以熔融鋁液澆入砂型冷卻成型。工藝成熟、成本低、適應(yīng)性強(qiáng),適合復(fù)雜結(jié)構(gòu)與中小批量生產(chǎn)。鑄件質(zhì)輕、強(qiáng)度好、耐腐,廣泛用于機(jī)械、汽車、泵閥、機(jī)電殼體等領(lǐng)域,可按需加工,性價(jià)比突出。
翻砂鋁鑄件表面粗糙,是砂型鑄造常見問題,主要由砂型精度、澆注工藝、鋁液質(zhì)量等因素導(dǎo)致,可從源頭控制與后期處理兩方面改良。
生產(chǎn)環(huán)節(jié)要優(yōu)化基礎(chǔ)條件。選用粒度更細(xì)、純度高的型砂,提高砂型緊實(shí)度與表面光潔度,減少砂粒脫落造成的麻點(diǎn)、粗糙面。合理設(shè)計(jì)澆鑄系統(tǒng),平穩(wěn)充型,避免鋁液沖刷砂型導(dǎo)致砂眼和表面凹凸。嚴(yán)格控制鋁液精煉除氣除渣流程,降低雜質(zhì)與氣孔,提升鑄件表面致密度。模具與砂型要維持尺寸準(zhǔn)、分型面貼合,減少飛邊毛刺。
后期可通過機(jī)械處理提升光潔度。噴砂、拋丸能去除氧化皮和毛刺,使表面均勻細(xì)膩;打磨、拋光可進(jìn)一步降低粗糙度,滿足外觀要求。對(duì)精度和美觀度要求高的鑄件,可增加機(jī)加工余量,通過車床、銑床加工,獲得平整光滑的表面。
還可根據(jù)需求做表面強(qiáng)化處理,如陽極氧化、噴漆、噴塑等,既能遮蓋輕微粗糙,又能提升防腐、耐磨性能與外觀質(zhì)感。
實(shí)際生產(chǎn)中,應(yīng)結(jié)合成本、批量和使用場景,綜合采用工藝優(yōu)化與后處理手段,在控制成本的同時(shí),有效改良翻
翻砂鋁鑄件表面粗糙問題,滿足產(chǎn)品使用與外觀標(biāo)準(zhǔn)。




備,拆裝輪輞-輪輞拆裝機(jī)")
備, -多功能修胎機(jī)")
備-攪漿機(jī)")
備,預(yù)硫化罐,輪胎硫化罐-快開門連鎖裝置多功能輪胎硫化罐")